Formar
F�r att laminera en konstruktion i fiberarmerad plast kr�vs n�gon typ av form som laminatet kan vila mot medan hartsen h�rdar. Formen styr laminatets utseende och ytfinish. Framtagande av formen eller de formar som kr�vs f�r fiberkompositkonstruktionen �r d�rf�r viktiga f�r att slutresultatet skall bli bra.
Ofta �r framtagandet av formen eller formarna den st�rsta delen av arbetet vid konstruerande i armerad h�rdplast, speciellt vid enstaka exemplar eller mindre serier d� formen eller formarna bara anv�nds en, eller n�gra enstaka g�nger.
Formar kan konstrueras p� m�nga olika s�tt och ofta finns varken n�got �r�tt� eller �fel� s�tt, huvudsaken �r att slutresultatet, dvs fiberkompositkonstruktionen blir som den �r t�nkt och helst till minsta m�jliga kostnad och utvecklingstid.
Typer av formar
Det finns tv� huvudtyper av formar: Positiva (hanformar) och negativa (honformar):
�������������� Positiv form����������������������������� Negativ form
 �
� �����
�����
Ovanst�ende bilder g�ller om yttersidan p� det sk�lformade laminatet �ven �r utsidan f�r den slutgiltiga konstruktionen. Vid laminerande i negativ form �r laminatet n�rmst mot formen �ven utsidan f�r konstruktionen medan vid laminerande p� positiv form �r laminatet n�rmst formen med insidan p� formen insidan p� konstruktionen.
D�rmed kr�vs minimalt efterarbete vid laminerande i negativ form f�rutsatt att ytfinishen p� formen �r tillr�cklig. Att laminera i negativ form �r d�rf�r alltid att f�redra om tillr�cklig ytfinish kan �stadkommas p� formen. Detta g�ller speciellt om formen skall utnyttjas flera g�nger
Utnyttjande av mellanform
Om man har ett original som skall �kopieras� och ytfinishen p� originalet �r tillr�ckligt kan man utnyttja originalet som positiv form f�r att laminera en mellanform som sedan fungerar som negativ form f�r kopian. Se bilden nedan.
Kopiering av original genom att utnyttja mellanform
Om lamineringsarbetet utf�rs korrekt blir utseendet, utfinishen och m�tten p� kopian desamma som f�r originalet.
Observera att gelcoat eller oarmerad harts b�r l�ggas p� om ett till tre skickt mellan formarna och laminatet. Skikten till�ts gela innan laminatet l�ggs p�. Detta f�r att garantera h�g ytfinish och att fiberstrukturen inte syns igenom. Detta g�ller b�de f�r mellanformen och kopian.
Tillverkning av formar
Vid tillverkning av formar styrs materialvalet och tillverkningss�ttet av formen p� den slutgiltiga konstruktionen, kravet p� ytfinish, krav p� m�ttstabilitet och hur formen skall utnyttjas, dvs vilken lamineringsmetod som skall utnyttjas. Om laminatet enbart skall handl�ggas �r kravet p� styrka f�r formen l�ga medan om laminatet skall lamineras genom bagging med �vertryck �r kraven p� styrka och styvhet betydligt h�gre.
Exempel p� olika s�tt att ta fram formar:
Cellplastform
Formen tas fram i en l�ttbearbetat billig cellplast som polystyren (Frigolit) tex genom skivor som sk�rs ut med v�rme och sedan limmas samman och slipas. Se bilden nedan:
Exempel p� framtagning av b�tskrov genom cellplastform
Cellplastformen spacklas med l�mpligt spackel. Om polystyren utnyttjas kr�vs att spacklet antingen saknar l�sningsmedel eller att ytan f�rst f�rseglas med epoxy, l�sningsmedelsfri f�rg eller l�sningsmedelsfritt spackel (tex betongspackel).
Masonitform
Masonit, wellpapp eller, tunn plywood utnyttjas f�r att sp�nnas upp och antingen tejpas eller limmas samman utmed kanterna. L�mpligt f�r formar med raka eller svagt b�jda sidor.
Tv�rskivor
Formen byggs upp genom att tv�rskivor s�gas ut i masonit, sp�nplatta eller annat l�mpligt material och sedan f�st samman f�r att bilda ett skelett. Se bilden nedan.
Exempel p� framtagning av b�tskrov genom form uppbyggd
med
paralella tv�rskivor
Tr�d str�cks sedan mellan tv�rskivorna varefter n�t sp�nns �ver som spacklas med gips eller spackel.
Utnyttjande av formar, tips
Generella tips:
Sl�ppmedel
Vid gjutningar i form f�rses ytan p� formen normalt med sl�ppmedel, vanligtvis sl�ppmedel av filmtyp. Isopropanol (2-propanol) och polyvinylalkohol �r de vanligaste filmsl�ppmedlet som penslas eller sprayas p� och som bildar en tunn genomskinlig film som �r vattenl�slig men inte l�ses upp av hartsen. Det finns �ven m�nga andra typer av sl�ppmedel avsedd f�r olika typer av �ndam�l som p�f�res p� olika s�tt.
Vax
Vid laminering i negativa formar d�r kraven p� ytfinish �r h�ga vaxas ytan innan den bel�ggs med filmsl�ppmedel. Enbart vax kan �ven utnyttjas som ett alternativ till filmsl�ppmedel, �ven om risken f�r att laminatet f�ster i formen d� �kar. En f�rdela att kombinera vax med filmsl�ppmedel �r att risken f�r att laminatet fastnar mot formen reduceras till ett minimum. Vaxskiktet minskar risken f�r att laminatet kan fastna i formen om sl�ppfilmen skulle skadas. Det f�rekommer speciella formvaxer baserade p� carnaubavax, dessa �r kemikalieresistenta och l�ses inte upp av styrenet i polyestern eller vinylestern. Vissa vaxtyper l�mnar en mycket glatt yta vilket om�jligg�r p�f�rande av filmsl�ppmedel, d� sl�ppmedlet klumpar ihop sig likt vatten i en teflonstekpanna.
Om man utnyttjar vanlig bil- eller b�tvax ist�llet f�r formvax b�r man f�rst f�rs�kra sig om att vaxen t�l l�sningsmedlet styren (om man laminerar med polyester eller vinylester) och att den vaxade ytan kan f�rses med filmsl�ppmedel (f�rutsatt att man inte anv�nder vaxet som ett rent alternativ till filmsl�ppmedlet).
Test innan laminering p� form
Om man �r os�ker p� framf�rallt om laminatet kommer att sl�ppa fr�n formen b�r man plasta ett mindre testlaminat p� en mindre del av formen innan hela laminatet plastas. Formbiten, vaxas med det vax som skall anv�ndas eller f�rses direkt med filmsl�ppmedel, varefter laminat p�f�res. Efter laminatet har h�rdat testar man hur v�l det sl�pper fr�n formen. P� detta s�tt riskerar man inte f�rst�ra en form som kan ha tagit mycket tid och pengar att ta fram.
Gelcoat
Vid utnyttjande av negativ form f�rses ytan n�rmst formen vanligtvis med gelcoat med en tjocklek av 0,5-1mm f�r att ge en god ytfinish utan efterarbete och f�r att skydda laminatet mot vatten, mekanisk �verkan och UV-ljus. Gelcoat penslas eller sprayas p� med 1-3 lager som till�ts gela mellan.
Topcoat
Normalt penslas eller sprayas topcoat p� alla synliga ytor p� ett laminat efter att det har gelat f�r att ge b�ttre finish och skydda laminatet. Undantaget �r i de fall n�r positiv form utnyttjas med d�r ytan skall slipas och spacklas innan laminatet �r klart.
Vinklar p� form
Vinklarna p� en form m�ste vara s�dana att det �r m�jligt att avl�gsna det h�rdade laminatet. V�ggarna b�r luta �tminstone svagt �t det h�ll som laminatet avl�gsnas. Skissen nedan visar exempel p� formar med felaktiga vinklar.
 �����
����� 
Formar med felaktiga vinklar som om�jligg�r att avl�gsna
h�rdat laminat
Detta �r extra viktigt om laminat med epoxi som matris lamineras i formen d� epoxin riskerar f�sta relativt bra �ven vid en form f�rsedd med sl�ppmedel, samtidigt som laminatet ej krymper vid h�rdningen i n�gon st�rre omfattning.
Avrundade h�rn
Alla h�rn p� formen b�r vara avrundade d� det inte �r m�jligt att str�cka en fiberv�v eller matta �ver skarpa h�rn utan att luftbl�sor riskerar uppkomma. Se skissen nedan.
Schematisk skiss p� hur det kan se ut d� laminat l�ggs �ver skarpa h�rn
Kravet p� avrundning beror p� vilken fiberutformning som utnyttjas och lamineringsmetoden. Grova v�var kr�ver st�rre radier p� h�rn �n fina mattor och lamineringsmetoder d�r laminatet pressas mot formen som vakuumbagging minskar kravet p� avrundning av h�rn.
Sm�tips:
Man b�r inte ta ut laminatet ur formen f�r tidigt, d� laminatet tillsynes har h�rdat men fortfarande �r n�got mjukt. Detta g�r att laminatet kan deformeras och d�refter sluth�rda med den deformerade formen varvid konstruktionen riskerar bli f�rst�rd. Om man inte �r s�ker p� om laminatet har genomh�rdat b�r man v�nta ytterligare n�gra dygn eller efterh�rda laminatet med f�rh�jd temperatur kring 50�C -100�C i n�gra timmar och sedan l�ta laminatet svalna innan det tas ur formen.
D� man laminerar �ver positiv form och m�ste slipa ner laminatet f�r att f� tillr�cklig ytj�mnhet innan laminatet m�las b�r man inte slipa p� laminat d�r fiber ing�r utan f�rst spackla laminatets yta rej�lt med ett l�ttslipat polyester- eller epoxyspackel. Slipdamm av glasfiber �r stickande, likas� kolfiberdamm, och vid slipande av spackel utan fiberarmering slipper man det stickande dammet. D�rtill f�rs�mras h�llfastheten f�r laminatet om delar av fibrerna slipas av, vilket �r speciellt viktigt om man anv�nder v�v d�r man har ber�knat erforderlig fiberl�ngd i olika riktningar.
Om man har laminerat ett kolfiberlaminat �ver en positiv form och vill bibeh�lla kolfiberns karakteristiska utseende och d�rmed inte vill spackla ytan kan man ist�llet f�rse ytan med n�gra lager optiskt klar lamineringsepoxi som till�ts h�rda n�got mellan lagrena dock ej genomh�rda.
Genom att placera den tillblandade epoxihartsen i frysen (och l�mna kvar penseln i k�rlet) och ta fram den vid p�penslingarna beh�ver man inte blanda till ny epoxi varje g�ng. I frysen f�rl�ngs potlifen f�r rumstemperaturh�rdande epoxi fr�n n�gon halvtimme till n�gra dygn.
Epoxin �r tr�g direkt efter den har tagits ut fr�n frysen men blir flytande d� den v�rms upp till rumstemperatur.
Man b�r undvika helt plana laminat om inte sandwichkonstruktion utnyttjas. Ett plant laminat kan sl� sig d� plasten krymper vid h�rdningen (g�ller speciellt polyester och vinylester) samtidigt som fibrerna inte krymper i samma omfattning.
En enkel- eller dubbelbuktad yta alternativt korrugerad form ger ett betydligt styvare laminat vid samma dimensioner och dessutom mindre risk f�r krympdeformation.
Fr�n form till konstruktion
F�r att �sk�dligg�ra hur det kan se ut d� man tar fram en konstruktion i fiberarmerad h�rdplast genom olika typer av formar �terger jag h�r hur jag tog fram bakk�pan / packl�dan till en kolfiberliggcykel jag konstruerat i kolfiberarmerad epoxy. Se fotot nedan.

Kolfiberliggcykeln med bakk�pan
|
� F�rs togs formen f�r stolen fram. Den gjordes enligt metoden med tv�rg�ende skivor. Skivorna s�gades ut ur sp�nplatta och placerades med n�gra centimeters mellanrum mellan tv� masonitskivor. Tr�d sp�ndes sedan mellan sp�nplatteskivorna mha h�ftpistol |
Stolsformen
med tv�rg�ende skivor och tr�d mellan skivorna |
|
Slipad
och polerad positiv stolsform |
‚ �ver tr�darna laminerades sedan polyester armerad med glasfibermatta. Ytan spacklades och slipades tills tillr�cklig ytj�mnhet och finish hade uppn�tts.
Den positiva stolsformen
sedd underifr�n |
|
ƒ I den positiva formen laminerades en mellanform i polyester armerad med glasfibermatta. Mellanformen fungerade som negativ form f�r det slutgiltiga laminatet
Mellanformen sedd fr�n
utsidan med grov ytfinish |
Mellanformen
sedd fr�n den sida laminatet sedan skall l�ggas |
|
Stolen
lamineras, mot ytterlaminatet har k�rnmaterialet puzzlats p� |
„ Stolen �r en sandwichkonstruktion med 10mm h�gdensitetspolystyren mellan ytterlaminat av kolfiberarmerad epoxy. F�rst laminerades kolfiberlaminatet n�rmst formen varefter k�rnmaterialet nedskuret till rutor pusslades p� det oh�rdade laminatet. Laminatet till�ts v�rmeh�rda varefter k�rnmaterialet sandpapprades j�mn och innerlaminatet laminerades p�. |
|
… D�refter togs formen till bakk�pan fram. Formen gjordes i polystyren med l�g densitet (Frigolit). Formen spacklades med snabbh�rdande betongspackel (Husfix) som inte inneh�ller n�gra l�sningsmedel och d�rmed inte l�ser upp polystyrenet. |
Frigolitformen
till bakk�pan provas tillsammans med den f�rdiga stolen |
|
Positiv
form till bakk�pan, spacklad med betongspackel och penslad med epoxy |
† Efterssom bakk�pan skulle lamineras mot positiv form och ytan n�rmst formen hamnar p� insidan av l�dan var kraven p� ytfinish p� formen inte s� h�ga. Efter att ha spacklats och slipat grovt penslades epoxi p� formen f�r att f� en porfri yta l�mplig f�r sl�ppmedel. |
|
‡ Bakk�pan laminerades enligt samma metod som stolen med en 10mm sandwichk�rna av h�gdensitetspolystyren mellan ytterlaminat av kolfiberarmerad epoxi. Bakk�pan laminerades i tre separata bitar, sidorna och locket som sedan sammanfogades med stolen och en ficka f�r bakhjulet. |
Delarna
till bakk�pan med k�rnmaterial p�puzzlat p� innerlaminatet |
|
Kolfiberv�v
till ena sidan av bakk�pan tillpassas innan laminering |
ˆ Slutligen laminerades kolfiberv�v p� b�da sidorna om bakk�pan och locket separat. Laminatet penslades slutligen med tre lager ren lamineringsepoxi f�r god ytfinish. |










‰ Efter visst efterarbete var bakk�pan klar f�r att h�nga p� liggcykeln.
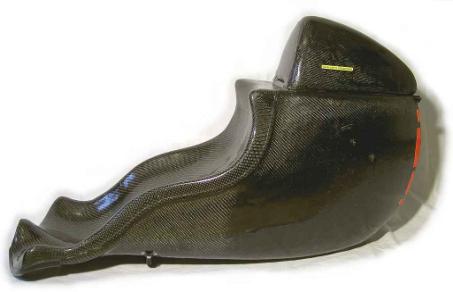
Slutgiltigt
resultat � komplett bakk�pa med lock p�monterat.